Frezy z węglika spiekanego to narzędzia przeznaczone do obróbki elementów metalowych i spoin powstałych w wyniku spawania, zgrzewania czy lutowania.
Frezy trzpieniowe mogą być wykonane ze stali szybkotnącej HSS, z węglików spiekanych lub ceramiczne. Najbardziej uniwersalne z nich są frezy z węglika spiekanego, gdyż możemy nimi obrabiać niemalże wszystkie materiały. Powodem tego jest ich duża twardość i odporność na wysokie temperatury. Część robocza wyżej wymienionych frezów wykonana jest bowiem z wysokiej jakości węglików spiekanych mających strukturę drobnoziarnistą i charakteryzujących się dużą wytrzymałością na wykruszenia. Rezultatem jest m.in. wysoka trwałość oraz wysoka ekonomiczna opłacalność tych narzędzi.
Jakie kształty i wymiary mają frezy z węglika spiekanego do metalu?
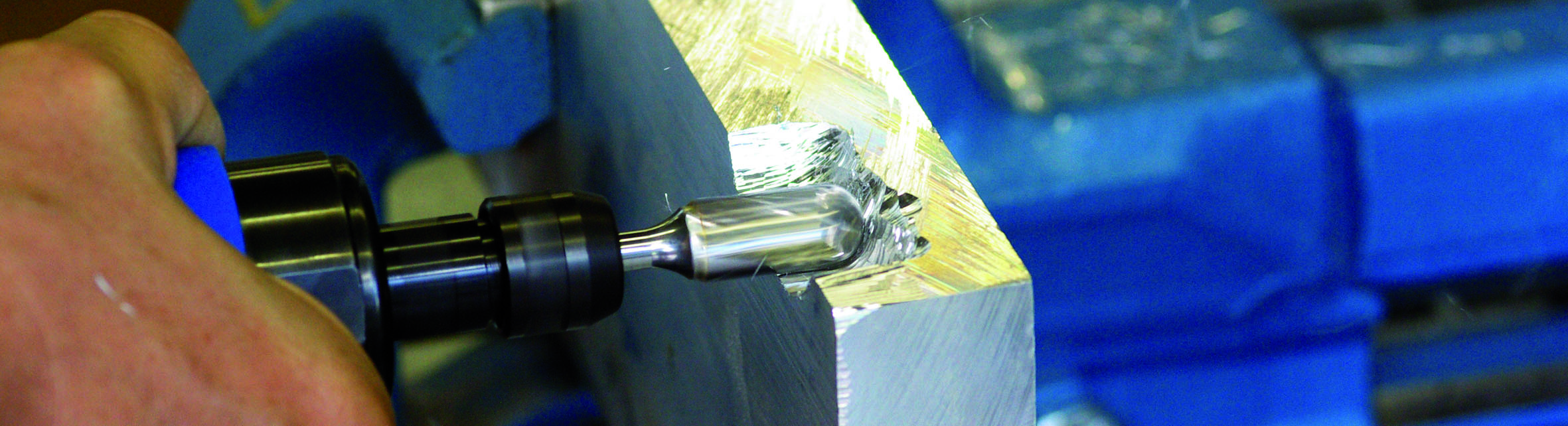
Frezy z węglika spiekanego do metalu produkowane są w różnych wariantach. Rozróżnia się frezy: walcowe (oznaczenia zgodne z DIN 8032: ZYA), walcowe z roboczą powierzchnią czołową (ZYAS), walcowo-kuliste (WRC), kuliste (KUD), elipsoidalne (o kształcie kropelkowym, TRE), hiperboliczne z kulistym zakończeniem (zwane także stożkowymi, RBF), hiperboliczne z ostrym zakończeniem (o kształcie łuku ostrego, SPG), płomieniste, stożkowe 60° (KSJ), stożkowe 90° (KSK), stożkowo-kuliste (KEL), ostrostożkowe (SKM) i kątowe (WKN). Mają one średnice: 3, 6, 6.3, 8, 9.6, 12.7, 16, 19,2 i 25,4 mm oraz walcowe uchwyty wykonane z tolerancją 6h o średnicach 3 lub 6 mm. Wymienione formy frezów z węglika spiekanego i ich różne rozmiary umożliwiają optymalne dobranie tych narzędzi do kształtu i wymiarów obrabianych elementów. I tak np. frezy: walcowe (ZYA) stosuje się do obróbki płaskich powierzchni, zaś walcowe (ZYAS) - do prostopadłych krawędzi (tzw. wręgów), zaokrąglone (WRC) – do prostopadłych krawędzi o zaokrąglonym połączeniu. Z kolei kuliste (KUD), elipsoidalne (TRE), hiperboliczne z kulistym zakończeniem (RBF), hiperboliczne z ostrym zakończeniem (SPG), płomieniste, stożkowe 60° (KSJ), stożkowe 90° (KSK), stożkowo-kuliste (KEL), ostrostożkowe (SKM) przeznaczone są do obróbki wgłębień o różnych kształtach: ostrych, mniej lub bardziej zaokrąglonych.
Jakie uzębienie mają frezy z węglika spiekanego do metalu?
Frezy z węglika spiekanego oferowane przez firmę Klingspor mogą mieć uzębienie o oznaczeniu: (2) standardowe (prawoskrętne, pojedyncze o drobnych rowkach wiórowych), (3) przeznaczone do aluminium (prawoskrętne, pojedyncze o bardzo dużych rowkach wiórowych), (6) krzyżowe (zoptymalizowane standardowe, tj. odznaczające się niskim poziomem wibracji i dające drobniejszy wiór), (10) wysokowydajne do stali (krzyżowe z łamaczem wióra) i (11) wysokowydajne do stali szlachetnej (prawoskrętne drobne).
Omawiane frezy z węglika spiekanego z uzębieniem standardowym (2) i krzyżowym (6) mają bardzo szerokie zastosowanie. Można wykorzystać je do obróbki stali węglowych, narzędziowych, niskostopowych, stopowych i hartowanych, stali do nawęglania, staliwa, mosiądzu, miedzi, cynku, brązu, tytanu i jego stopów, stopów aluminium (o dużej zawartości SiC), stopów na bazie niklu lub kobaltu, żeliwa szarego i białego oraz duroplastów.
Z kolei frezy z uzębieniem przeznaczonym do aluminium (3) wykorzystuje się także do obróbki mosiądzu, miedzi, cynku, gumy twardej i materiałów termoplastycznych. Ten rodzaj uzębienia charakteryzuje się zredukowanym efektem zapychania i daje długie wióry.
Natomiast frezy z węglika spiekanego, mające uzębienie wysokowydajne do stali, przeznaczone są do obróbki stali węglowej, narzędziowej, niskostopowej, stopowej i hartowanej, stali do nawęglania, staliwa, żeliwa szarego i białego. Ostatni typ frezów z uzębieniem wysokowydajnym do stali szlachetnej stosuje się do obróbki stali szlachetnych austenitycznych, nierdzewnych i kwasoodpornych oraz stopów na bazie niklu lub kobaltu. Uzębienie to umożliwia uzyskanie znacznie wyższej wydajności skrawania tych materiałów w porównaniu do standardowego uzębienia naprzemianskośnego.
Prawidłowe prędkości obrotowe frezów z węglika spiekanego do metalu
Frezy z węglika spiekanego to narzędzia przeznaczone do stosowania w szlifierkach prostych napędzanych elektrycznie oraz pneumatycznie oraz w szlifierkach z wałkiem giętkim. Wielkość ich prawidłowych obrotów warunkuje średnica tych narzędzi i rodzaj obrabianego materiału. Dobieramy je zgodnie z regułą mówiącą, że im większa średnica frezu, tym mniejsza jego prędkość obrotowa. I tak dla frezów o średnicach 2, 2.4 i 3 mm ogólny zakres obrotów wynosi 45.000-80.000/min, dla frezów 4, 4.8, 5, 6, 6.3 mm –15.000-60.000/min, dla frezów 8, 9.6, 10 i 11 mm –10.000-50.000 obr./min, dla frezów 12 i 12.7 mm – 7000-30.000/min, dla frezów 16 mm – 6000-20.000/min, dla frezów 19,2 mm – 5000-17.000 obr./min, oraz dla frezów 25,4 mm – 4000-13.000 obr./min. Przy tym, co ważne, szczegółowe zakresy obrotów dla poszczególnych rodzajów materiałów dla danej średnicy freza są różne. Np. dla frezów z węglika spiekanego o średnicach 4, 4.8, 5, 6, 6.3 mm zakres obrotów dla stali niehartowanej wynosi 45.000-60.000/min, zaś dla aluminium – 15.000-60.000/min (dokładne zakresy obrotów podają producenci frezów przeważnie w formie tabelarycznej, należy się z nimi zapoznać przed użyciem tych narzędzi).