Tarcza do cięcia metalu to popularne narzędzie. Oferuje wysoką wydajność pracy i niski jednostkowy koszt operacji cięcia.
Warstwowa budowa tarczy do cięcia metalu
Narzędzia te przeznaczone są do cięcia: stali konstrukcyjnej, szlachetnej i stopowej, metali nieżelaznych, aluminium i jego stopów. Omawiane tarcze składają się z warstw, które tworzą siatki z włókna szklanego i mieszanka spoiwa z żywic sztucznych (syntetycznych) i ziarna ściernego. Siatki tworzą szkielet tarczy i nadają jej odpowiednią wytrzymałość mechaniczną. Dzięki temu tarcza do cięcia metalu jest sztywna i jednocześnie elastyczna. Liczba siatek z włókna szklanego wpływa na grubość danej tarczy. Omawiane narzędzie tj. tarcza do cięcia metalu 125 mm, posiada dwie siatki wzmacniające, w przypadku grubszych tarcz stosuje się odpowiednio grubsze siatki, które są bardziej wytrzymałe mechanicznie oraz stabilne podczas pracy.
Bardzo ważną rolę w tarczy do cięcia metalu odgrywa spoiwo – odpowiada ono za takie jej cechy, jak twardość/miękkość, efektywność cięcia, stabilność pracy i wytrzymałość na rozerwanie. Jego właściwości i skład chemiczny warunkują więc przeznaczenie omawianego narzędzia do cięcia określonych rodzajów metali. Jak wiadomo, narzędzia, w tym tarcza do metalu 125 mm, w których maksymalnie zredukowano zanieczyszczenia żelazowe, siarkowe i chlorkowe, mogą być wykorzystywane do obróbki stali nierdzewnych. Takie tarcze nie powodują ich korozji, np. tarcza do metalu 125 mm Kronenflex A 960 TZ SPECIAL produkcji Klingspor.
Ziarna ścierne wykorzystywane w tarczach do cięcia metalu
Narzędzia te są produkowane z trzema typami ścierniwa: albo z elektrokorundem zwykłym, albo ceramicznym, albo cyrkonowym. Granulacja ziarna ściernego zastosowanego w tarczy do cięcia metalu może mieć wielkość: 24, 30, 36, 40 lub 60. Omawiane narzędzia charakteryzujące się dużą agresywnością, w tym tarcza do metalu 125 mm, mają granulacje przeważnie wynoszące od 24 do 40. Takie narzędzia do efektywnej pracy wymagają zastosowania napędów o dużej mocy: szlifierek kątowych z silnikami o mocach nominalnych od 1700 do 2600 watów czy przecinarek wyposażonych w co najmniej 2400-watowe jednostki napędowe. Natomiast tarcza do metalu 125 mm lub 115 mm, która ma niewielką grubość (przeważnie 1 mm), ze względu na obniżone opory skrawania doskonale sprawdza się w pracy z akumulatorowymi szlifierkami kątowymi posiadającymi moc użyteczną rzędu 500-700 watów.
Jakie oznaczenia ma każda tarcza do cięcia metalu?
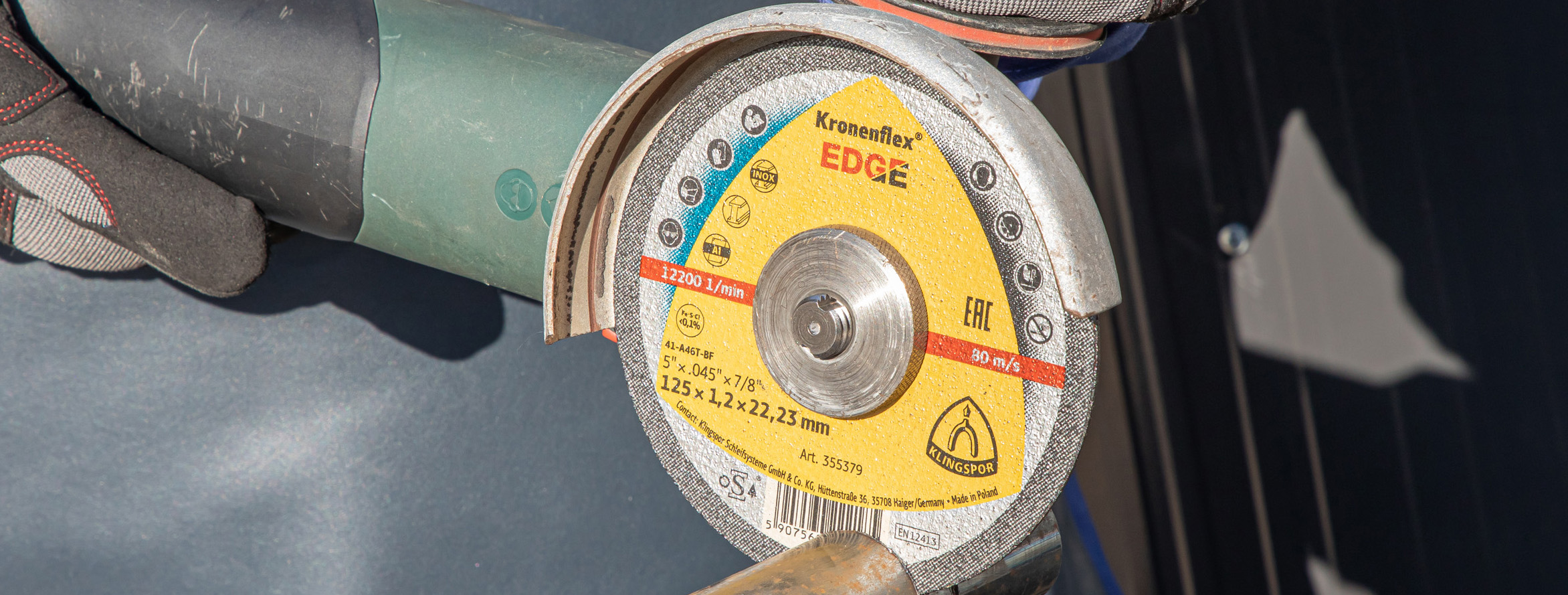
Narzędzia te wytwarza się zgodnie z normą EN 12413. Norma ta określa także szczegółowo oznaczenia tego typu tarcz. Według normy EN 12413 w ich symbolu powinny być zakodowane następujące dane: typ i granulacja ziarna ściernego według FEPA, rodzaj i miękkość/twardość spoiwa, średnica zewnętrzna, grubość i średnica otworu wykorzystywanego do mocowania. Na etykietach tych narzędzi powinny się także znaleźć informacje o maksymalnej dopuszczanej prędkości obwodowej (m/s) i obrotowej tarczy (r.p.m.). Do tego niemiecki Komitet Tarcz Ściernych (DSA) wymaga, aby umieszczać na nich kolorowe paski oznaczające dopuszczalne prędkości obwodowe (niebieski – 50 m/s, żółty – 63 m/s, czerwony – 80 m/s, zielony – 100 m/s, zaś niebiesko-żółty – 125 m/s). Oprócz tych pasków, na każdej tarczy przeznaczonej do cięcia metalu znajdują się piktogramy, które informują o zastosowaniach materiałowych tych narzędzi i wymogach bezpieczeństwa pracy. Należy wiedzieć, że na tarczach gwarantujących najwyższy poziom bezpieczeństwa pracy umieszcza się znak oSa. Oznaczone są nim np. wszystkie tarcze do cięcia metalu produkcji Klingspor.
Rozmiary i formy tarcz do cięcia metalu
Narzędzia te, w tym tarcza do cięcia metalu 125 mm, wytwarzane są w formie płaskiej lub wypukłej (tj. z odsadzoną częścią środkową) oraz w standaryzowanych średnicach: 110, 115, 125, 150, 180, 230, 300, 350 i 400 mm. Omawiane tarcze mające średnicę 110 do 230 mm i otwór mocujący 22,23 mm napędza się szlifierkami kątowymi. Z kolei tarcze o średnicy 300-400 mm z otworem mocującym 20, 25,4 lub 32 mm wykorzystywane są w przecinarkach i piłach spalinowych. Należy tu wspomnieć, że tarcze do pił spalinowych muszą mieć wzmocnioną konstrukcję ze względów bezpieczeństwa pracy. Dlatego w tych maszynach nie wolno stosować tarcz przeznaczonych do przecinarek, które takiej konstrukcji nie mają.
Istotnym parametrem charakteryzującym każdą tarczę do cięcia metalu jest jej grubość. Jej wielkość mieści się w zakresie od 0,8 do 4 mm i jest skorelowana zarówno ze średnicą tarczy, jak i z grubością obrabianych materiałów. Np. do elementów metalowych o niewielkiej grubości, np. blach stalowych, stosuje się tarcze 125 mm o niewielkiej grubości, np. 0,8 czy 1 mm, zaś do grubszych 1,6 lub nawet 2,5 mm. Należy wiedzieć, że tarczami 125 mm o grubości 0,8 mm tnie się elementy o przekroju 0,1-2 mm, zaś tarczami 1 mm – 1,5 do 5 mm, 1,6 mm –5 do 10 mm, zaś 2,5 mm –10 do 20 mm.